Za sastavljanje ožičenja od polietilenskih (PE) cijevi potrebne su određene vještine u njihovom zavarivanju i povezivanju s spojnicama. Za taj je rad prikladna i oprema koja se koristi za ugradnju polipropilenskih cjevovoda.
Zavarivanje polietilenskih cijevi izvodi se posebnim uređajima i zahtijeva određeno znanje, o čemu ćemo govoriti u ovom članku. Detaljno ćemo razmotriti značajke pripreme opreme za postupak zavarivanja, dati ćemo preporuke za primjenu visokokvalitetnog zavara. Također razmatramo razne mogućnosti zavarivanja cijevi izrađenih od polietilena.
Priprema opreme za zavarivanje
Za svaku vrstu zavarivanja koristi se različita oprema. Nema smisla kupovati ga za jednokratnu montažu komunikacija stražnjicom i električno zavarenom metodom, jer cijena kompleta iznosi nekoliko tisuća dolara. Bolje je koristiti usluge trećih tvrtki ili unajmiti opremu.
Rabljena oprema za zavarivanje
Oprema za lemljenje košta u rasponu od 100-200 dolara, tako da svatko samostalno odlučuje o kupnji aparata za zavarivanje.
Standardni set uređaja za nazubljeno zavarivanje polietilenskih cijevi uključuje:
- Centralizer, Ovo je krevet s 4 metalne stezaljke za cijevi, od kojih su dvije pokretne, a dvije su čvrsto pričvršćene na podlogu.
- Podrezivanje, Radi se o zasebnom diskovnom uređaju za precizno mehaničko obrezivanje krajeva zavarenih cijevi. Uređaj je pričvršćen na vodilice aparata za zavarivanje.
- Ogledalo za grijanje. To je zaobljena ploča prekrivena teflonom, na koju se pritiskaju spojevi cijevi kako bi se rastopili PE. Ima ugrađeni termometar.
- Hidraulički ili mehanički pogon, Uređaj za regulaciju sile kompresije cijevi kada se zagrijavaju i naknadno spajaju.
- Redukcijski slojevi, Ovo je skup izmjenjivih polukruga za pričvršćivanje cijevi različitih promjera.
- Upravljački blok, Uključuje se u komplete opreme s automatizacijom postupka zavarivanja.
U stvari, skup opreme je neovisni uređaj koji obavlja određene funkcije u različitim fazama postupka zavarivanja. Mogu biti dizajnirani za isključivo ručno zavarivanje ili za spajanje cijevi u potpuno automatskom načinu rada.
Za ugradnju elektrofuzijskih spojeva koristi se odgovarajući aparat za zavarivanje s ugrađenim skenerom za barkod. Za taj postupak nisu potrebni dodatni uređaji.

Kuglasto zavarivanje je prednost za cijevi promjera više od 50 mm, stoga oprema za njega ima znatnu veličinu
Za zavarivanje utičnicama bit će potrebno kupiti takav komplet:
- električni stroj za zavarivanje;
- škare za cijevi;
- stajati;
- kalibrator i komora;
- mlaznice za grijanje povezanih elemenata.
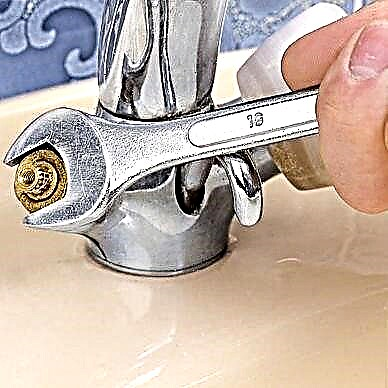
Uz navedenu opremu, za ugradnju cijevi mogu biti potrebni i opći poslovni alati: podesivi ključ, mjerač vrpce, markera i drugi.
Galerija slika
Fotografija s
Vanjski dijelovi komunikacijskih mreža, otvoreni i u rovovima, uglavnom su sastavljeni od polietilenskih cijevi
Oprema za zavarivanje PE cijevi dizajnirana je za rad na terenu. Međutim, može se koristiti i u radionici za zavarivanje cijevi malog i srednjeg promjera.
Zavarivanje cijevi velikog promjera koje se koriste u izgradnji glavnih vodova vode, struje, plina, kanalizacije izvodi se izravno u objektu. Ovo je rješenje lakše implementirati i jeftinije.
Polietilenske cijevi povezane su na tri načina: elektrofuzijom, utikačem i kundačkim zavarivanjem. Opcija elektrofuzije uključuje upotrebu spojnice, koja nakon rada ostaje na zavarenom dijelu
Tehnologija u obliku zvona uključuje uranjanje jednog dijela cijevi u spojni element ili u susjedni segment cijevi
Najčešća metoda zavarivanja izvodi se udarnom tehnologijom. U tom slučaju nisu potrebni dodatni priključci i najmanja potrošnja električne energije
Sve metode zavarivanja polietilenske cijevi mogu se provesti u zimskom razdoblju, uzimajući u obzir temperaturne ograničenja koje je odredio proizvođač opreme. Preporučljivo je izgraditi tendu nad veznom zonom u nepovoljnim vremenskim uvjetima za rad
Bez obzira na tehnologiju, sve metode zavarivanja polietilenskih cijevi određuju taljenje povezanih dijelova i njihovu difuznu fuziju na molekularnoj razini. Rezultat je potpuno zapečaćen sustav
Sastavljanje cjevovoda od polietilenskih cijevi
Korištenje opreme u radionici
Stroj za zavarivanje cijevi velikog promjera
Elektrofuzijsko zavarivanje u postrojenju
Metoda namotaja
Najpopularnija tehnologija je guza
Prilika za rad zimi
Ugradnja uskih komunikacija
Priprema za postupak zavarivanja
Važan čimbenik u kvalitetnom zavarivanju cjevovoda od HDPE-a je njihova preliminarna priprema. Neophodne manipulacije za stvaranje dobrog zavara bit će predstavljene u obliku uputa.
Neposredno prije zagrijavanja lemljenih dijelova trebate:
- Osigurajte da su materijal i oznaka lemljenih dijelova identični.
- Za čišćenje i odmašćivanje spojeva povezanih proizvoda.
- Centrirajte cijevi i učvrstite ih čvrsto.
- Odrežite kriške dok se ne formira kontinuirana traka u dva kruga cijevi.
Uostalom, potrebno je očistiti rubove spojenih dijelova od čipsa.

Električni trimer znatno ubrzava postupak instalacije, posebno za velike količine posla, ali troškovi su mu previsoki za jedan posao
Nakon što pažljivo pripremite polietilenske cijevi i spojnice za zavarivanje, možete biti sigurni da je kvalitetni šav upola zajamčen.
Načini zavarivanja PE cijevi
Industrijski polietilen niskog tlaka (HDPE) je termoplastični materijal čija se svojstva ne mijenjaju tijekom ciklusa grijanja i hlađenja. Stoga je savršeno pogodan za postavljanje kućnih i industrijskih cjevovoda.
Spajanje pojedinih PND cijevi i spojnica međusobno se odvija odvojivim navojnim spojevima ili slijedećim metodama zavarivanja:
- u obliku zvona;
- elektrofuzije;
- stražnjica.
Cijevi s debljinom stijenke do 4,5 mm (promjer do 50-110 mm) lemljuju se na prva dva načina, a za cijevi s debljim zidovima koristi se metoda nepodnošljivog zavarivanja.

HDPE je osjetljiv na povišene temperature, pa se koristi samo za opskrbu vodom radnom temperaturom do + 40 ° C ili kratkotrajnim povećanjem na + 60 ° C
Opcija br. 1 - način zavarivanja stražnjice
Tijekom zavarivanja stražnjicom važno je kontrolirati kritične parametre: temperaturu alata i plastike, silu stezanja i trajanje operacija. U nedostatku osjetnika ovih vrijednosti, malo je vjerojatno da će moći stabilno dobiti visokokvalitetni šav.
Bolje je razmotriti detaljne upute za ručno zavarivanje polietilenskih cijevi s primjerom poluautomatske opreme s hidrauličkim pogonom.
Kuglasto zavarivanje se izvodi ako debljina stijenke polietilenske cijevi ne prelazi 5 mm, a promjer ne prelazi 50 cm. Tehnologija uključuje niz standardnih koraka:
Galerija slika
Fotografija s
Korak 1: Instalacija i poravnavanje cijevi u stezaljke
Korak: Postavljanje parametara zavarivanja
Korak 3: Taljenje spojenih krajeva i susjednih cjevovoda
Korak 4: Hlađenje cijevi i provjera curenja
Korak # 1 - zagrijavanje zglobova
Nakon obrade krajeva cijevi, ogledalo za zavarivanje se zagrijava na temperaturu od 200-230 stupnjeva i postavlja se u sredinu centralizatora. Zatim se uz pomoć hidrauličkog pogona rubovi HDPE cijevi čvrsto pritisnu na njega snagom od 4-6 kg / cm2.
Nakon približavanja veličine provrta minimalnim dopuštenim vrijednostima, sila se smanjuje na 0,2-0,5 kg / cm2 i plastika se nastavlja zagrijavati kroz cijelo standardno vrijeme. Zavarivanje je dopušteno na temperaturama od 15 mraza do 45 topline, ali u hladnim uvjetima, vrijeme grijanja može se povećati.

Tlak stezanja se kontrolira pomoću manometra integriranog u hidraulički mehanizam. Ako je odsutan, potrebna sila određuje se vizualno prema vrsti nastalih bura
Korak # 2 - spajanje na cijev
Nakon potrebnog zagrijavanja i taljenja PND-a na spojevima, cijevi se hidraulično vade, zrcalo se uklanja i zavarene površine se ponovo pritisnu jedna na drugu sa snagom od 1-3 kg / cm2. Veličina provrta je vizualno kontrolirana, dakle, i pritisak može varirati.

Pretjerana sila tijekom fuzije krajeva cijevi šteti ne manje od njegove nedostatnosti. To dovodi do stvaranja velikog unutarnjeg valjka, koji će stvoriti vrtložne protoke i smanjiti tlak vode.
Korak # 3 - hlađenje i pregled
Cijevi se nastavljaju pritiskati jedna na drugu sve dok se veza potpuno ne ohladi. Nakon uklanjanja sile s hidrauličkog pogona, cijevi se uklanjaju iz stezaljki centralizatora i procjenjuje se stanje zavarivanja i zaleta. Ako su njihovi parametri normalni, tada je cijev spremna za rad.
Opcija br. 2 - zavarivanje podnožja HDPE cijevi
Nakon preliminarne obrade i pripreme HDPE cijevi i dijelova, možete započeti njihovo zavarivanje utičnica. Proces će se smatrati detaljnim uputama.
Korak # 1: priprema željeza za lemljenje
Optimalna temperatura za zavarivanje polietilenskih cijevi kreće se od 210 ° C, tako da su pogodna samo glačala za lemljenje s podesivim grijanjem. Prije spajanja na mrežu potrebno je na glačalo namotati posebne dvostrane mlaznice (čahuru i klip) i staviti lemljenje na postolje u obliku križa.

Što je veća snaga lemilice, to je veći broj PND cijevi koje može spojiti u jedinici vremena. Uređaj od 800 vati bit će dovoljan za domaću zadaću
Kad je postavljena postavljena temperatura, upalit će se signalna (obično zelena) lampica.
Korak # 2: zagrijavanje dijelova
Sigurnije je nositi rukavice pri radu s vrućim cijevima. Za zagrijavanje dijelova potrebno je istodobno povući jedan spojeni dio na trbušku, a drugi umetnuti u metalnu čahuru.

Spojite i odspojite PND dijelove s lemilicom izravno bez rotacijskih pokreta. Slično pravilo vrijedi i za spajanje grijanih proizvoda.
Da biste održali dubinu veze, možete prethodno nanijeti oznaku na cijev s markerom i zatim je kretati dok spajate grijane predmete.

Podaci navedeni u tablici su približni i na njih se možete pouzdati samo u podatke navedene u uputama za aparat za zavarivanje
Iznad je tablica s okvirnim vremenskim okvirima za cijevi za grijanje, priključenje i hlađenje, kao i dubinom umetanja u utičnicu. Pri minus temperaturama vrijeme zagrijavanja materijala može se povećati za 1-2 sekunde.
Korak # 4: spajanje dijelova
Nakon zagrijavanja, proizvod se mora istodobno odvojiti od mlaznica i snažnim izravnim pokretom unijeti cijev u utičnicu do označene linije. Nemoguće je uvijati dijelove jedan prema drugom. 5-10 sekundi nakon spajanja bilo koji pokret može dovesti do oštrog smanjenja čvrstoće zgloba.

Kada spajate grijane dijelove, njihove se osi trebaju nalaziti što je moguće paralelnije, jer će nakon 20-25 sekundi biti nemoguće ispraviti zakrivljenost
Nakon hlađenja, preporučljivo je pregledati formirani unutarnji šav da li postoji progib koji blokira lumen cijevi. Ako je sužen, bolje je spojiti ponovo lemljenje kako biste spriječili pad tlaka u sustavu.
Opcija br. 3 - elektrofuzijsko zavarivanje polietilena
Zavarivanje polietilenskih cijevi elektrofuzijskom spojnicom najlakši je i najbrži način. Plastični okovi imaju ugrađenu metalnu spiralu koja neovisno zagrijava povezane površine i topi PE.
Ovom metodom morate dodatno potrošiti novac na električne spojke, čija cijena počinje s 3-4 dolara po komadu. Stoga se takvo zavarivanje koristi samo na onim mjestima gdje metode guzica i utičnica nisu dostupne. Prednost elektrofuzijske metode je mogućnost povezivanja cijevi debljine 4,5 mm ili manje.
Glavne faze zavarivanja:
- Čišćenje i obrada armature i završetaka cijevi.
- Centriranje i umetanje cijevi u elektrofuzijsku spojnicu.
- Spajanje okova na električne kontakte posebnog aparata za zavarivanje, grijanje veze.
Posljednja faza je isključenje struje i cijev za hlađenje.

Elektrofuzijski spoj na kraju je trajniji od same cijevi. U testovima zatezanja cijev se sama pukne, a ne zavarni šav
Na električnim spojnicama nalazi se crtični kod s kodiranim parametrima za vrijeme grijanja, jačinu struje i napon. Čita ga skener aparata za zavarivanje, koji zatim postupak lemljenja provodi u automatskom načinu rada. Proizvodi su čvrsto i sigurno zavareni na velikom području.
Ispravni Weld Weld
Ispravna izvedba svih uputstava za zavarivanje može se procijeniti konačnim izgledom polietilenskog spoja. U slučaju stvaranja pogrešnog šava i visokog rizika od curenja tijekom daljnjeg rada, bolje je prekinuti spoj oko rubova i zavariti novi.
U pravilno izvedenom šavu, veličina valjka za probijanje trebala bi odgovarati standardnim vrijednostima.

Regulatorni parametri izračunavaju se na temelju laboratorijskih ispitivanja. Njihova poštivanje jamči visoku pouzdanost spoja i dugi vijek trajanja cjevovoda
Za parametre valjka postoje dodatni zahtjevi:
- Simetričnost i ujednačenost oko cijelog opsega zgloba.
- Pomak zidova cijevi u radijalnoj ravnini ne smije biti veći od 10% njihove debljine.
- Boja valjka treba biti identična boji cijevi.
- Šupljina između rešetki ne smije ići dublje od razine vanjske površine cijevi.
I naravno, u potpunosti se eliminira prisutnost pukotina i pora.

1. Normalni zavar. Valjci desnog šava imaju okrugle veličine i oblike koji ne nadilaze utvrđene standarde. 2. šav s malim izbočinom. Mali prasak ukazuje na nedovoljno vrijeme zagrijavanja ili slabu kompresiju cijevi tijekom uznemirenosti

3. Valjci s velikim dimenzijama. Povećani zavar može biti posljedica previsoke temperature grijaće opreme ili njenog neispravnosti. 4. Radijalni pomak valjka. Radijalni pomak cijevi naglo smanjuje čvrstoću veze i može dovesti do njegovog puknuća već u fazi polaganja
Uzrok asimetrije valjka po obodu može biti loše prethodno mljevenje ili položaj mitera pod kutom u odnosu na cijev.
Upute za ugradnju polietilenskih cijevi
Za povezivanje polietilenskih cijevi s vodoopskrbnim elementima mogu se koristiti sljedeći spojevi:
- jedan komad;
- odvojiti.
Jednodijelni spojevi dobivaju se lemljenjem cijevi jedan do drugog ili posebnim zavarenim spojnicama. Ova metoda je jeftina, ali rezultirajući dizajni često su nezgrapni. Upotreba stalnih priključaka opravdana je pri postavljanju podzemnih stacionarnih vodovodnih sustava.
Za sastavljanje privremenih sustava iz polietilenskih cijevi, kao i u nedostatku opreme za zavarivanje, mogu se upotrijebiti navojni spojni dijelovi, o čijoj će se instalaciji govoriti kasnije.
Priključak cijevi na kompresijski spoj
Kompresioni dijelovi su skuplji od zavarenih modela, ali su sklopivi i jednostavni za rukovanje. Preporuke za njihovu ugradnju raspravljaju se u sljedećim detaljnim uputama.
Prvi korak - vanjski pregled i obrezivanje
Sastavljanje sustava iz polietilenske cijevi i plastičnog spoja za kompresiju započinje pregledom pukotina i dubokih ogrebotina. Neispravni dio cijevi treba odmah prekinuti.
Plastičnu cijev možete izrezati nožem i posebnim rezačem cijevi. Rezultat bi trebao biti savršeno okomiti rez bez kuka i valova. Za uklanjanje neravnih rubova možete kupiti ručni trimer.

Postoji mnogo vrsta rezača cijevi, ali svi imaju široku bazu, što osigurava strogo okomiti položaj cijevi u odnosu na rezni element
Drugi korak - Postavljanje cijevi na cijev
Prvo se na cijev postavlja pričvrsna matica, zatim držač, zatim stezni prsten, a na kraju se povlači gumeno brtvilo.

Kompletni okov može biti različit, stoga je važno zapamtiti redoslijed njegovih elemenata prilikom odmotavanja kako biste ih pravilno nosili tijekom montaže
Kraj cijevi ubačen je skroz u tijelo za ugradnju, a elementi istrošeni na crijevu gurnuti su se u navoj. Nakon toga, stezna matica čvrsto se uvija rukom. Ako imate ključ lanca, možete učvrstiti vezu s njima.
Ne vrijedi žuriti zatezanje stezne matice - može se iskriviti. S tijesnim tečajem, bolje je odvojiti vezu još jednom i ponoviti postupak sklapanja.
Nakon ugradnje vrijedi provjeriti nepropusnost veze. U slučaju propuštanja, maticu možete lako uvrnuti podešavanjem konstrukcijskih elemenata.
Umetnite sedlo u cijev
Ako trebate napraviti granu od polietilenske cijevi, nije potrebno kupiti čaj. Bit će dovoljno izbušiti rupu u njoj i staviti sedlo. Kako se to radi, raspravljat će se u detaljnoj uputi.
Prvi korak - Priprema
U početku morate pregledati povezane proizvode na ogrebotine i pukotine i obrisati njihovu površinu vlažnom krpom.
Drugi korak - Sklop stezaljki
Oba dijela stezaljke stavite na cijev, pričvrstite matice ključem. Svrha postupka je čvrsto fiksiranje sedla.

Postoje sedla koja se mogu ugraditi ispod vodovoda. Imaju ugrađeni mehanizam koji buši rupu bez poništavanja pritiska strukture.
Treći korak - bušenje
Označite točku na sredini rupe sedla, a na rubovima okova napravite trak markera da biste zapamtili njegov položaj. Odvijte sedlo i uklonite njegove dijelove. Izbušite polietilensku cijev na predviđenom mjestu pomoću bušilice potrebnog promjera.

U školjci se nalaze bušilice koje vam omogućuju da napravite rupe u cijevima i udubljenjima bez rizika opasnosti od okolnih zidova.
Četvrti korak - Sastavljanje sedla
Očistite unutrašnjost PE cijevi od čipova i uklonite sve kuke sa rubova izbušene rupe. U skladu s ranije izrađenim oznakama, pričvrstite dijelove okova na cijev i čvrsto zategnite pričvrsne matice.

Jednostavne medicinske sestre možda nisu opremljene mehanizmom za stezanje za spajanje cijevi. U ovom slučaju, preporuča se omotati niti pričvršćene spojnice ili cijevi trakom.
Prilikom zavijanja cijevi ili ugradnje u medicinsku sestru možete omotati nekoliko slojeva fum trake.
Dio sedla s izlazom može imati utor na gumenom brtvenom prstenu na strani cijevi. Stoga, ako postoji brtva, mora se postaviti između cijevi i okova.
Ako trebate saviti cijev na određenom dijelu cjevovoda, preporučujemo vam da to napravite prema ovdje navedenim uputama.
Predloženi videozapisi jasno će pokazati sve vrste zavarivanja HDPE cijevi, kao i upoznati se s postupkom montaže kompresijskog spoja i sedla.
Sočno zavarivanje polietilenskih cijevi:
Postupak elektrofuzijskog zavarivanja:
Mehaničko zavarivanje PND cijevi poluautomatskim uređajem s hidrauličkim pogonom:
Ugradnja na cijevi za kompresijsku ugradnju:
Instaliranje sedla na HDPE cijev:
Neovisna instalacija cijevi od polietilena za vodu zahtijeva određeno znanje i vještine, ali podliježe gornjim pravilima. U nedostatku posebne opreme, moguće je sastaviti vodoopskrbni sustav bez alata uopće, koristeći samo kompresijske armature.
Postoji mnogo mogućnosti montiranja, ali trebate upotrijebiti onu koja će rezultirati minimalnim financijskim troškovima.
Odredite najbolji način zavarivanja polietilena i želite pojasniti neke točke? Slobodno postavite svoja pitanja našim stručnjacima - pokušat ćemo vam pomoći.
Ili možda želite podijeliti osobno iskustvo ugradnje polietilena kod kuće? Pišite svoje komentare, dodajte jedinstvene fotografije - vaše će informacije biti korisne mnogim početnicima.